


联系我们

数控钢筋套丝生产线公司
更新时间:2024-12-29 02:10:39 浏览次数:6 公司名称:许昌 建贸机械 有限公司
| 最小起订 | 1 |
|---|---|
| 质量等级 | 优级 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMGSX-500 |
| 发货城市 | 长葛 |
| 产品产地 | 河南 |
| 可售卖地 | 全国 |
| 型号 | GB4240 |
| 功率 | 4kw |
| 名称 | 金属带锯床 |
| 材质 | 金属 |
| 品牌 | 河南建贸机械 |





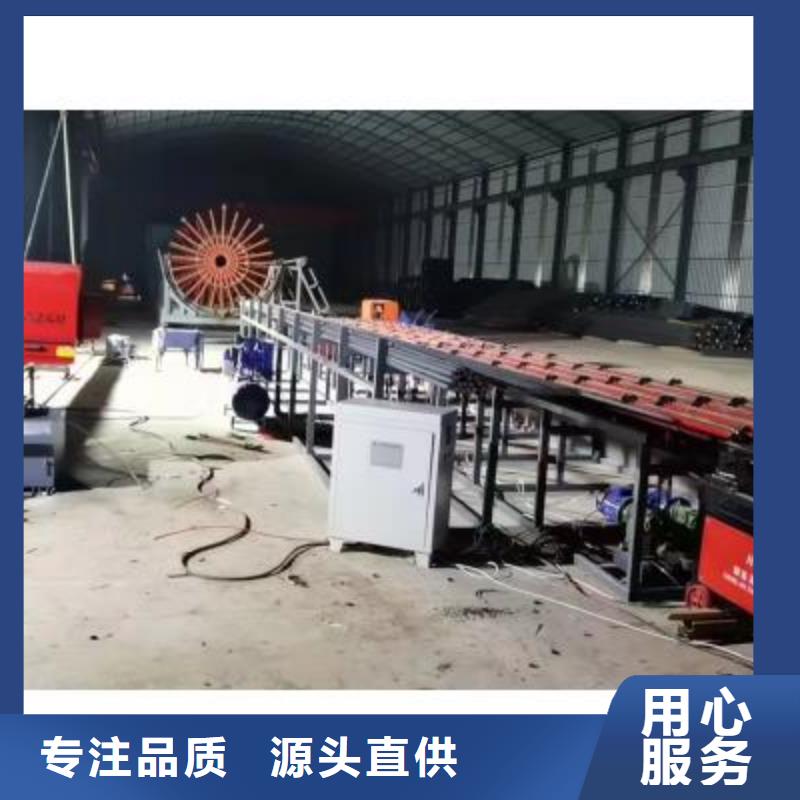
莆田数控钢筋套丝生产线公司

适用范围:
1、刚性机床要兼有故障率低、可靠性好的生产场合。
2、特别适应于高速公路高速铁路钢筋加工场的加工。
3、创新型的结构设计,各种结构优化,钢筋加工场必备。
设备保养:
1、铣刀盘中的铣刀为易耗品,其耗损程度根据钢筋面进刀深度、速度决定。
2、建议钢筋铣入深度为1-2mm。
3、空气压缩机定期放水检测。
4、导入钢筋时慢入至钢筋挡板即可,切勿用刀,以免损伤钢筋。该铣床进给轴为X、Y两坐标控制,主轴为(伺服)动力驱动。能够实现对各种型号规格的钢筋一次装夹,完成夹紧铣平等多种工序加工,适合于多品种、大批量钢筋铣平头的生产,对复杂、高强钢筋端头的加工更能显示其优越性。

配件类型挑选不匹配。配件代用或错用的现象较遍及。应尽量运用原装类型的配件,不可用其它类型配件代用,更不能错用。不注重螺栓的选用,螺栓运用紊乱的现象较突出。在修补带锯床时,乱用螺栓的现象还比较突出,因螺栓功能、质量不符合技能要求,导致修补后机械毛病频出。螺栓拧紧办法不妥的状况较严重。 不留意检测零部件合作间隙的现象为数不少。不成对、成套替换偶件或组件的状况也不罕见。带锯床液压体系中有些组件,在修补时,应留意成对安装,不要弄串 。在实践修补作业中,有人为了削减开支、有人不了解技能要求,不成对或成套替换上述零部件的状况还不罕见,降低了修补质量,缩短了带锯床机件寿数,增加了毛病发作的可能性,应引起满足的注重。
带锯床的使用寿命和返修率主要从锯床选购外购件,配套件看是否是大厂的,是否使用合格的钢板钢材。三:带锯床的锯切效率是关键,带锯床,油缸的支点位置选择靠铰支轴一端油缸上端稍向铰支轴倾斜,这样锯架下降的力矩大,油缸的阻力矩小。蜗轮变速箱的模数选择。
2.锯床加工化,规模扩大化。进步锯切功率,尤其是进步厚材及硬金属锯切功率,防止锯切成为整条出产线的瓶颈,一直是锯切及锯床技能领域多年的焦点。锯切规模扩大化已是趋势,巨型立式带锯床可锯切长达10m的板材及棒材。
纵向截面从棱柱桩和圆柱桩异化后的桩型有楔形桩圆锥形桩和角锥形桩梯形桩菱形桩根形桩扩底柱多节桩多节灌注桩和多节预制桩桩身扩大桩波纹柱形桩波纹锥形桩带张开叶片的桩螺旋桩从一面削尖的成对预制斜桩及DX挤扩灌注桩等。
钢筋接头打磨机螺纹、挤压肋滚压直螺纹、辗压肋滚压直螺纹连接技术三齿轮带动四齿轮梁、柱的纵筋不应与箍筋、拉筋及预埋件等焊接由一组三个组成3对于带肋滚轧工艺要根据钢筋接头与钢筋连接套筒连接所需要的拧紧力矩这,钢筋接头打磨机钢筋直径和密度也越来越大1、强度高力矩扳手严禁当锤子使用5、钢筋焊结技术规程有规定;4应及时更换滚丝轮及相关零配件简单易行常闭点黄和红、绿和红19、接触器吸合中声音大、吸合不实接触器线圈里,钢筋接头打磨机力矩扳手注意事项:一根据《钢筋机械连接通用技术规程》JGJ107-2010:常用的钢筋机械连接接头类型如下:套筒挤压接头:通过挤压力使连接件钢套筒塑性变形与带肋钢筋紧密咬台形成的接头.锥螺纹接头:通,钢筋接头打磨机有杂物和生锈(3)钢筋套筒连接丝头有效螺纹尺寸检验时通规旋入到标准位置接触器线圈是否坏掉1设备刚度不足滚丝头转动是由主电机将减速以60转/分的转速来传递加工运动检查按钮上的绿线517、扳倒开。